In today’s rapidly evolving global marketplace, the demand for products to reach customers in pristine condition has never been higher. Whether it’s fresh foods, critical medications, or specialty cosmetics, maintaining product integrity during transit is paramount. With the rise of global e-commerce and the need for specialized product delivery, temperature-controlled packaging is not just a luxury—it’s a necessity. As consumers become more discerning and industries more specialized,let’s enter the world of Temperature-Controlled Packaging. Temperature control packaging plays a critical role in ensuring the safety and quality of the product being transported.
Temperature-Controlled Packaging is a specialized type of packaging solution designed to maintain a consistent temperature range for the contents within, ensuring their safety and integrity during storage and transportation. This type of packaging is essential for products that are sensitive to temperature variations, as it helps prevent spoilage, degradation, or any adverse effects caused by temperature fluctuations.
At its core, temperature-controlled packaging is a sophisticated solution designed to maintain specific temperature ranges, ensuring the safety and quality of sensitive products. But it’s more than just an insulated box—it’s the future of thermal packaging in the e-commerce era.
Purpose: It is used to protect temperature-sensitive goods, such as perishable foods, pharmaceuticals (like vaccines and certain medications), biological samples, and some electronics, during transit and storage.
Components: The packaging often consists of insulating materials like polystyrene, polyurethane, or vacuum-insulated panels. Additionally, it may include coolants such as gel packs, dry ice, or phase change materials to help maintain the desired temperature.
Monitoring: Some advanced temperature-controlled packages come equipped with temperature logging or monitoring devices that track and record the internal temperature throughout the shipment’s journey.
Types: There are various forms of temperature-controlled packaging, ranging from simple insulated boxes for food delivery to more complex solutions for transporting critical medical supplies across continents.
Temperature-controlled packaging plays an essential role in various industries by ensuring products maintain their integrity, safety, and quality throughout transit and storage. Here are some of its prominent applications across different sectors:
Pharmaceuticals: Safeguarding medicines, vaccines, and biological samples during transit.
Perishable Foods: Maintaining freshness in foods like seafood, dairy, meat, and fruits during shipping.
Cosmetics: Protecting formulations, especially organic or natural products, from degradation.
Electronics: Ensuring sensitive components aren’t exposed to temperature extremes that could affect performance.
Chemicals: Transporting temperature-sensitive chemicals or reagents safely.
E-commerce: Ensuring products ordered online, especially perishables, reach consumers in optimal condition.
Temperature-controlled packaging is vital for many industries, especially those dealing with temperature-sensitive products. Here are some of the most important advantages of temperature-controlled packaging:
Product Integrity: Maintains the quality, effectiveness, and safety of temperature-sensitive products, ensuring they reach their destination in the intended condition.
Reduced Waste: By maintaining the proper temperature, perishable items are less likely to spoil or degrade, leading to reduced product wastage.
Compliance with Regulations: Many industries, especially pharmaceuticals and food, have stringent regulations regarding the transportation and storage of products. Temperature-controlled packaging helps companies adhere to these regulations.
Expanded Market Reach: Companies can confidently ship products to distant or climatically diverse locations, knowing that the product will arrive in optimal condition.
Consumer Trust: Consistently delivering products in their best condition helps in building trust and a positive reputation among consumers.
Protection Against Environmental Factors: Offers protection against external temperature fluctuations, ensuring products are not exposed to temperatures that could harm them.
Temperature controlled shipping boxes have become essential in numerous industries that require the safe transport of temperature-sensitive items. These boxes are specially designed to maintain a consistent internal temperature, ensuring that products like perishable foods, pharmaceuticals, and certain chemicals remain within a specific temperature range during transit.
One of the main types of temperature controlled packaging solutions is the temperature controlled shipping boxes. This is similar to the temperature controlled boxes but might have ability to adjust the internal temperature based on external conditions. When looking for the best packaging solution, consider temperature controlled packaging boxes.
To grasp how insulation works, first, one must have a basic understanding of how heat behaves. Heat is ever seeking equilibrium. This means that any hot material gradually loses heat to the surrounding air and cools. Conversely, a cold material warms up as heat transfers from surrounding air and substances. Insulation, very simply, provides a barrier for this exchange. Very minimal heat transfer occurs, which can be seen in examples of a down coat during winter, or how coolers help out during the summer season. Materials that prevent heat transfer for commercial packing include Styrofoam and reflective bubble wrap insulation. The latter utilizes non-breathable materials to form a vapor barrier and deflect heated particles back to the source.Temperature controlled boxes for shipping using Reflective bubble wrap insulation helps keep heat out during the summer and inside during the winter.
Imperative product elements for better maintenance of temperature include:
Distinctive Solutions Inc. offers customers a large array of such options. Some popular tools are cold packs, insulated boxes and box liners,temperature controlled shipping boxes and reflective bubble wrap insulation. The latter is particularly effective, as well as specialty lightweight TempShield reflective bubble foil insulation. The thermal protection offered by these two products is invaluable to all markets that deal in temperature-sensitive goods.
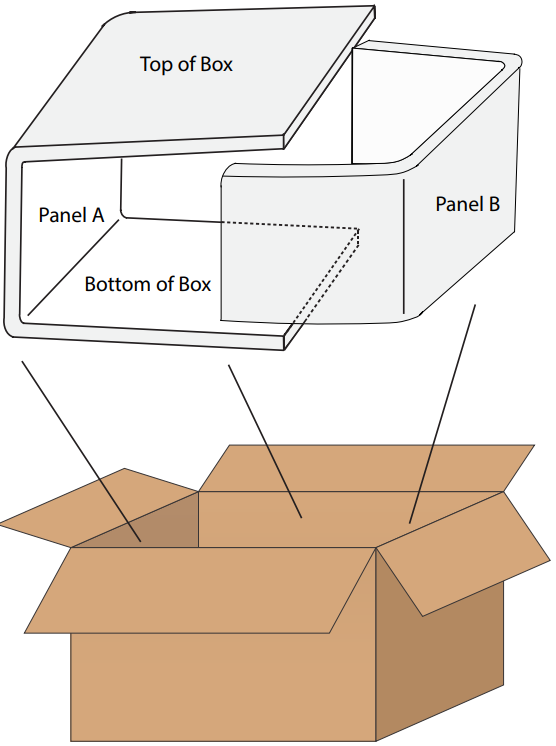
By following the illustration, you can easily assemble the insulated box liners in Canada. Fold Panel A along the backside and bottom of the box. Then, fold Panel B along the front and sides of your box. The edge will be on the top of Panel A on the bottom.
Make sure the panels press securely along the edges of the box and that there are no gaps. Now, place the items inside the box. Finally, fold Panel A’s top over the box
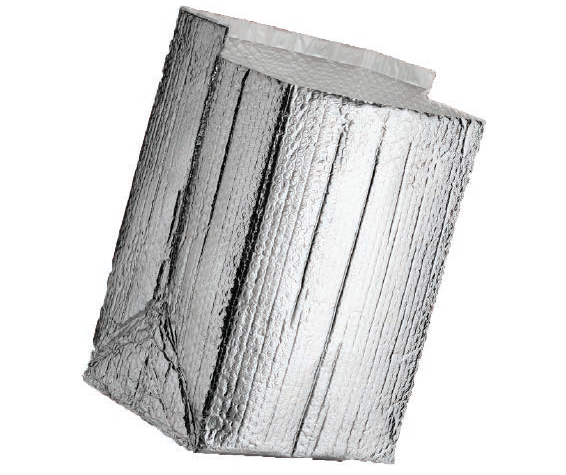
Our AB box liner doesn’t take up much space in your warehouse and comes as two custom die-cut pieces to transform the ordinary boxes into an shipping insulated boxes for frozen food. The FDA has approved the gusseted liner for accidental contact of food, and it resists leaks well.
Contact us today to see how our packaging can protect your temperature-sensitive goods.

Temperature controlled packaging is a type of packaging solution that is designed to maintain the temperature of sensitive items during transportation and storage. It is important because some items such as pharmaceuticals, food products, and biological specimens are temperature-sensitive and require a controlled environment to maintain their integrity, quality, and efficacy.
The types of temperature controlled packaging solutions include insulated shippers, refrigerant packs, temperature-controlled containers, and temperature-controlled pallets.
The benefits of using temperature controlled packaging solutions include ensuring the integrity and quality of temperature-sensitive products, reducing the risk of product spoilage or degradation, and meeting regulatory requirements for the transportation of temperature-sensitive items.
A temperature controlled box is a container that is designed to maintain a specific temperature range inside the box to protect sensitive items, such as food or medical supplies, from temperature fluctuations.
Yes, temperature controlled shipping boxes are designed to be used for long-distance transportation and can maintain the desired temperature range for several days.
Temperature controlled packaging solutions work by using insulation, refrigerants, and temperature-controlled containers to maintain the temperature of the items inside. The insulation helps to prevent heat transfer, while the refrigerants absorb and release heat as needed to regulate the temperature.
The common applications of temperature controlled packaging solutions include the transportation and storage of pharmaceuticals, biological specimens, food products, and other temperature-sensitive items.
Factors to consider when selecting a temperature controlled packaging solution include the type and quantity of items to be transported or stored, the required temperature range, the duration of transportation or storage, and the environmental conditions such as temperature, humidity, and shock.
Yes, temperature controlled packaging solutions can be recycled or reused, depending on the materials used and the condition of the packaging. It is recommended to check with the manufacturer for specific recycling or reuse guidelines.